Композиционный полимерный тонколистовой материал (КПТМ) для работы в трибосопряжениях при экстремальных условиях
Аннотация
Композиционный полимерный тонколистовой материал (КПТМ) для работы в трибосопряжениях при экстремальных условиях
Конструкции трущихся сопряжений транспортных систем и комплексов, работающих в экстремальных условиях, не всегда позволяют применять подшипники качения. Использование подшипников скольжения связано с правильным подбором материалов для трущихся пар. Наиболее традиционным материалом при трении скольжении являются пары «сталь-бронза», а также их композиции и сплавы. Обязательным условием, обеспечивающим работоспособность таких узлов, является применение материалов с разными показателями твердости. Однако это техническое решение не всегда оправдано и имеет ряд недостатков. Такие узлы работоспособны только при постоянной подачи в зону трения смазочных материалов, что технически усложняет конструкцию машины и ведет к увеличению затрат на обслуживание в период эксплуатации ухудшая экологическую безопасность. Широкое внедрение в народное хозяйство полимерных материалов не могло не сказаться и на использовании их в трибосопряжениях.. Пары трения «полимер-металл» стали широко внедряться в машинах и механизмах. Наибольший эффект получен при «химическом конструировании» группы самосмазывающихся полимерных материалов с заданными свойствами [1]. К преимуществам таких пар трения можно отнести: - низкий коэффициент трения, уменьшающий энергоемкость машин; - восприятие значительных упругих деформаций, исключающих образование заеданий и задиров; -снижение веса подшипниковых узлов при значительной экономии цветных металлов; - способность гасить колебания, снижать шум, поглощать вибрацию; - стойкость к действию абразивных частиц, обеспечивающая работоспособность узлов в различных средах и климатических зонах; - работоспособность в агрессивных жидкостях и газах, а также в водных средах и вакууме. Главной причиной, ограничивающей применение полимеров в качестве материалов для узлов трения, является их низкая теплопроводность (Табл.1), что затрудняет отток тепла образующегося при трении трущихся поверхностей. Особенно это сказывается при значительных нагрузках и скоростях, когда в зоне трения происходит локальный разогрев полимера до температуры его размягчения и деструкции, которая для разных полимеров наступает в интервале температур 80-250 0С. Табл.1
Материал Коэффициент теплопроводности Вт/м х К-1 Коэффициент линейного термического расширения а х 10-6 х К-1 Сталь, чугун 46 – 63 11 – 12 Бронза 67 – 80 17 – 19 Латунь 80 – 100 18 – 22 Алюминий 210 – 240 22 – 24 Медь 370 – 400 16 – 17 Баббит 30 – 40 23 – 28 Полиамид П-610 0,20 – 0,25 100 – 115
Другим отрицательным фактором, снижающим область использования метало - полимерных узлов трения в машинах, является значительное различие в значениях их коэффициентов линейного термического расширения, которые у полимеров на порядок выше (Табл.1). Это оказывает значительное влияние на величину сборочного зазора и как следствие, на стабильность работы трибосопряжения.
Эти две причины отрицательно проявляются в полимерной композиции, работающей на трение, при действии следующих эксплуатационных характеристик: температуры окружающей среды, самой среды, а также фактора PV (соотношение нагрузки и скорости). Этот фактор значительно ограничивает возможную скорость относительного скольжения между трущимися поверхностями и воспринимаемую ими нагрузку. Для полимерных материалов скорость скольжения более 0,5 м/с и нагрузка свыше 10 МПа являются предельными. Повышение этих характеристик становится одной из главных задач, стоящих перед материаловедами и ее решение ведется ученными в нескольких направлениях.
1-е – создание новых классов термостойких полимеров, воспринимающих температуры, близкие к металлам. К одним из таких полимеров следует отнести полиимиды, воспринимающие температуру до 400 0С. Однако получение и переработка таких материалов в изделия имеет ряд экономических и технологических проблем.
2-е – разработка на базе существующих полимеров композиционных материалов с высокими антифрикционными свойствами в широком интервале скоростей и нагрузок. Снижение коэффициента трения скольжения между металлом и полимером до значений коэффициентов трения подшипников качения, находящихся в пределах 0, 02 - 0,03, значительно уменьшит температуру локального разогрева узла трения, повысив значение фактора PV.
3-е – введение в полимерную композицию большого количества металлического наполнителя в виде порошков цветных металлов, имеющих теплопроводность на 2-3 порядка выше, чем у полимеров, с целью более интенсивного отвода тепла из зоны трения. Однако технологически это не всегда выполнимо вследствие различия их плотности в 5-8 раз. При технологическом процессе переработки полимера, наполненного порошком, в изделиях происходит неравномерное распределение металла по толщине детали. Особенно это сказывается у полимеров, имеющих длительный период твердения.
4-е – уменьшение размеров полимерных деталей, используемых в узлах трения, до толщины покрытий в 1-
Целью выполнения настоящей работы явилось расширение области применения полимеров в узлах трения, работающих в экстремальных условиях. При этом использовались одновременно три направления:
- улучшение антифрикционных характеристик полимеров за счет введения пластификаторов, наполнителей и добавок;
- улучшение теплофизических показателей полимерного композита;
- использование разработанного состава полимерного композита в виде тонколистового материала с ориентированным антифрикционным поверхностным слоем.
Для достижения поставленной цели решались следующие задачи:
- Разработка и оптимизация состава полимерной самосмазывающейся композиции с заданными физико –механическими, триботехническими и теплофизическими характеристиками.
- Изучение влияния ориентации поверхностных слоев композита на его триботехнические свойства. Разработка научно-обоснованного способа ориентации полимерной матрицы на стадии формирования КПТМ, обеспечивающего его высокую работоспособность при эксплуатации в экстремальных условиях.
- Определение пределов работоспособности разработанного материала, выдача рекомендаций по практическому использованию результатов исследований.
При реализации задач первой группы нами проводилось химическое модифицирование компонентного состава полимерного композита.
В качестве матрицы будущего материала принят полиамид
П-610, обладающий относительно высокой термостойкостью и наилучшими антифрикционными свойствами.
Получение полимерных материалов, обладающих свойствами самосмазывания, предусматривает высокую пластификацию полимерной матрицы, изменяющую вязкость системы, увеличивающую гибкость молекул и подвижность надмолекулярных структур. Процесс пластификации состоит во введении в полимер в процессе его переработки, жидкостей, облегчающих переработку полимера и меняющих его свойства. Используя в качестве пластификатора смазочное вещество можно добиться образования на поверхностях трения образования граничных смазочных слоев между трущимися деталями, препятствующих их схватыванию. Нами в качестве пластификатора была выбрана автомобильная смазка № 158, изготовленная на основе авиационного масла МС-20 и обладающая рядом требуемых свойств.
Введение смазки в полимер в свободном состоянии в большом количестве (до 30%) технологически не представляется возможным. Для устранения этого недостатка был использован прием предварительного адсорбирования смазки на поверхности мелкодисперсного твердого смазочного наполнителя, в качестве которого была использована смесь графита и дисульфида молибдена, обладающая слоистой структурой и высокими антифрикционными свойствами [2]. Применение данного комплексного наполнителя улучшило смазочные свойства пластификатора на 40%.
С целью получения более высоких теплофизических показателей разрабатываемого полимерного композита в состав в качестве добавки была введена алюминиевая пигментная пудра ПАП-1 дисперсностью 4-8 мкм. В ходе проведенных теоретических и экспериментальных
исследований был оптимизирован количественный состав полимерной композиции, а также предложена технологическая схема очередности и условий совмещения компонентов до получения исходной шихты.
Полученная шихта соответствует классу антифрикционных самосмазывающихся композиционных полимерных материалов группы «Маслянит» и может быть использована для переработки в изделия известными методами литья под давлением в пресс-формы, в т.ч. с использованием автоклава. В табл. 2 представлены некоторые результаты исследования свойств «Маслянита» в сравнении с исходным полимером
П-610.
Табл. 2
|
Технические характеристики |
П-610 |
Маслянит |
КПТМ |
|
Плотность, т/м3 |
1,08-1,11 |
1,15-1,20 |
1,04-1,06 |
|
Воспринимаемая рабочая нагрузка, МПа |
До 10 |
До 40 |
До 100 |
|
Допустимая скорость скольжения, м/с |
До 0,1 |
До 1,0 |
До 5,0 |
|
Максимальное значение фактора PV, МПа х м/с |
0,1 |
1,0 |
5,0 |
|
Коэффициент трения скольжения |
0,26-0,32 |
0,10-0,16 |
0,06-0,12 |
|
Коэффициент теплопровод- ности, Вт / м х К |
0,20-0,25 |
6,0-6,5 |
10-12 |
|
Коэффициент линейного расширения х 10-6, К-1 |
100-115 |
51-62 |
40-45 |
|
Водопоглощение, % |
1,5-2,2 |
0,6-0,8 |
0,24 |
Результаты исследования подтвердили целесообразность применения метода химического конструирования композиционных материалов с заданными свойствами. Практически все показатели, влияющие на трибологические характеристики полимеров, были улучшены от 2 до 10 раз.
Наряду с автоклавным способом переработки полимерной шихты в изделия была использована модель механической модификации расплава полимера с получением композиционного полимерного тонколистового материала (КПТМ). Суть метода основана на ориентации макромолекул в расплаве полимерной композиции путем приложения внешних механических напряжений и фиксирования полученной структуры в процессе кристаллизации.
Существенная роль в предложенном методе отводится
технологическому приему формования тонколистового материала, заключающемуся в нанесении на тканевую подложку, закрепленную на раскатной установке расплавленную полимерную композицию с последующим ее прикатыванием раскатным роликом до внедрения в подложку и образования на ее поверхности тонкого ориентированного антифрикционного слоя.
Материал, полученный таким методом, состоит из волокнистой углеграфитовой ткани толщиной до
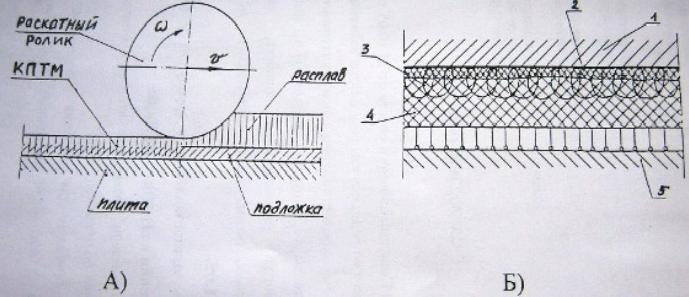
Рис.1 Схема получения КПТМ (А) и облицовка им металлических поверхностей трения (Б), где: 1 – поверхность детали; 2 – клеевое соединение; 3 – тканевая подложка; 4 – полимерный композит; 5 – сопрягаемая металлическая поверхность подшипника скольжения
Предложенный способ формирования полимерной композиции позволяет путем принудительного внедрения в поры ткани создать надежную механическую связь между ними и под воздействием внешних усилий, возникающих при перекатывании раскатного ролика, ориентировать макромолекулы поверхностного слоя композита в заданном направлении. Путем создания условий для принудительного проскальзывания ролика по кристаллическому расплаву удалось подчинить регулированию степень ориентации макромолекул.
Реализация механо - химического метода модифицирования КПТМ базируется на обоснованном подборе подложки и полимерной композиции, правильной организации производства переработки пластмасс, а также на механических явлениях, протекающих при перекатывании раскатного ролика. При изучении этих явлений выдвинуто научное обоснование механическим аспектам горячего раскатывания расплава полимерной композиции, от которых зависит процесс деформирования, внедрения и упрочнения полимерного материала.
В нашем случае горячему деформированию подвержены два материала, имеющие разные физико – механические свойства, строение и находящиеся в различных агрегатных состояниях. Процесс раскатывания следует разделить на три этапа. На первом этапе расплавленная полимерная композиция распределяется по поверхности тканевой подложки. На втором этапе распределенная пластмасса уплотняется и подготавливается к внедрению в поры тканевой подложки. Для этой цели зазор между раскатным роликом и тканевой подложкой уменьшается. При деформации расплава объем его уменьшается, а плотность увеличивается, т.е. происходит упрочнение материала. Третий этап заключается в насыщении пор подложки упрочненным расплавом и в формировании антифрикционного ориентированного по ходу движения ролика слоя. Данный этап сопровождается повышением сопротивления проникновению расплава в подложку, что связано с вытеснением воздуха из пор ткани и преодолением сил трения между расплавом и нитями тканевой подложки, а также с внутренним трением в самом расплаве. По своей физико – механической природе насыщение пор подложки расплавом полимерного композита сопоставимо с процессом уплотнения материала под действием нагрузки.
В ходе проведенных исследований была практически определена механическая модель взаимодействие раскатного ролика с деформированным расплавом полимерной композиции. Определена зависимость глубины внедрения раскатного ролика в расплав от удельной нагрузки (табл. 3).
Табл. 3
|
Глубина погру-жения раскатного ролика, мм |
0,01 |
0,02 |
0,18 |
0,52 |
0,67 |
0,70 |
0,72 |
|
Давление Р х 10-4, н/мм2 |
0,24 |
0,55 |
1,46 |
2,40 |
3.00 |
4,04 |
6.36 |
До деформации, соответствующей 2% ( погружение ролика до
раскатывания. При дальнейшем сжатии слоя заполнение пор завершается, и расплав начинает вести себя как упругое тело.
Методами рентгенографического и термографического анализов исследовалось влияние технологии получения КПТМ методом горячей раскатки на наличие ориентации молекул в поверхностном слое по сравнению с материалом того же компонентного состава, полученного литьем в пресс - форму
(материал типа Маслянит). Результаты исследований, представленные в табл.4 подтверждают наличие ориентации в образцах КПТМ.
Табл.4
|
Характеристика материалов |
«Маслянит» |
КПТМ |
|
Соотношение интегральной интен- сивности пика рентгеновского рассеяния |
2,20-2,30 |
0,52-0,60 |
|
Площадь кристаллических рефлексов |
19,6-20,0 |
49,2-66,4 |
|
Площадь аморфного гало |
167,4-170,0 |
228,4-309,6 |
|
Степень кристалличности |
12-13 |
18-22 |
|
Температура потери массы, 0С 5 % 50 % |
280 460 |
305 480 |
Влияние направления ориентации макромолекул поверхностного слоя КПТМ на триботехнические характеристики исследовали на возвратно-поступательной машине трения. В результате испытаний установлено, что ориентация материала, происходящая при его раскатке, приводит к снижению коэффициента трения на 20-25 %, по сравнению с неориентированными образцами, причем направление ориентации практически не влияет на его значения. Ориентация приводит также к снижению скорости изнашивания. Износостойкость КПТМ возрастает на 25-60 % при совпадении ориентации с направлением скольжения в сравнении с блочным материалом.
Исследование триботехнических характеристик проводили в широком интервале скоростей (от 0,02 до 10 м/с) и нагрузок
(от 1 до 100 МПа). Для сравнения работоспособности кроме КПТМ испытаниям подвергались образцы из «Маслянита» и полиамида П-610. Результаты исследований сведены в табл. 2.
КПТМ оказался работоспособным во всем интервале скоростей
и нагрузок, тогда как область допустимых скоростей скольжения для других материалов ограничена 1 м/с.
Исследование теплофизических характеристик материалов, проводимых по двум критериям: коэффициенту линейного термического расширения (КЛТР) и коэффициенту теплопроводности (КТ), показали, что химическое модифицирование компонентного состава полиамидной композиции позволил в 28 раз повысить ее теплопроводность и 1,9 раз снизить КЛТР в сравнении с базовым полимером. Раскатка же композита до тонколистового материала с одновременной ориентацией его поверхностного слоя позволила улучшить теплофизические показатели соответственно в 50 и 2,7 раз.
Основные технические характеристики КПТМ подтвердили возможность применения его для облицовки поверхностей трения вкладышей подшипника, опор скольжения , скользящих направляющих, шарниров и других узлов трения, работающих без смазки в паре с металлом. Особенностью его применения в вышеуказанных узлах является способ крепления к металлической подложке. Использование известных способов механического крепления не представляется возможным вследствие малой толщины материала (1,2-
КПТМ был опробован в узлах трения аксиально – поршневых насосов серии РНАС, взамен применяемой ранее металлофторопластовой ленты. Данным тонколистовым материалом посредством клеевого соединения был облицован качающий корпус насоса. Контртелом (цапфой) для КПТМ служила крышка приводного вала насоса. Скорость относительного скольжения между трущимися деталями не превышала 1,0 м/с, а воспринимаемая подшипниковым узлом удельная нагрузка - 10 МПа (фактор PV=10). Коэффициент трения при работе узла в среде минерального масла составил 0,03-0,05, а средний износ КПТМ на
В настоящее время продолжаются испытания КПТМ и в других узлах трения машин и механизмов, работающих в экстремальных условиях.
ВЫВОДЫ:
1. Показана целесообразность расширения области применения полимерных материалов с целью обеспечения повышения работоспособности трибосистем в экстремальных условиях.
2. Предложен метод механо – химического конструирования подшипников скольжения с применением вкладышей из композиционного полимерного тонколистового материала, обладающего заданными техническими характеристиками.
3. Посредством метода химического модифицирования оптимизирован качественный и количественный состав КПТМ, включающий высоко пластифицированное полимерное связующее, антифрикционные и износостойкие твердосмазочные наполнители и порошкообразную металлическую добавку для улучшения теплофизических характеристик создаваемого материала.
4. Предложен технологический прием, включающий порядок и условия смешения исходных компонентов разрабатываемого материала, позволивший придать композиту эффект самосмазывания.
5. Применен комплексный твердосмазочный наполнитель состоящий из смеси графита и дисульфида молибдена, обеспечивающий КПТМ высокие антифрикционные характеристики и износостойкость в широком интервале скоростей, нагрузок и изменения условий окружающей среды.
6. Разработан механический способ формования полимерной композиции путем раскатки расплава исходной шихты на тканевую подложку, служащую с одной стороны армирующим элементом тонколистового материала, а с другой - основанием
для футеровки данным материалом металлических поверхностей трибосопряжений.
7. Получила подтверждение гипотеза о незначительной анизотропии сил трения для ориентированных полимерных композитов. Доказано, что ориентация поверхностного рабочего слоя КПТМ приводит к снижению коэффициента трения и скорости изнашивания независимо от направления скольжения.
8. Предложенный метод создания КПТМ позволил создать антифрикционный самосмазывающийся материал и рекомендовать его для эксплуатации в узлах трения, работающих в экстремальных условиях при скоростях скольжения до 5,0 м/с и нагрузках до 100 МПа. Допустимое значение PV – 3…5 МПа х м/с. Значение коэффициента трения при этом находится в пределах 0,06-0,12. Этому во многом способствовало улучшение теплофизических свойств КПТМ по сравнению с исходным полимером.
Литература:
- Логинов В.Т., Башкиров О.М., Дерлугян П.Д. Проблемы химического конструирования материалов типа «Маслянит» - цели и задачи. / В сб. : Теория и практика технологий производства изделий из композиционных материалов и новых металлических сплавов. М., МГУ, 2001, с.313-316
- Логинов В.Т., Дерлугян П.Д. Роль жидких и твердых смазочных материалов в создании антифрикционных самосмазывающихся композитов на полимерной основе. / В сб.: Антифрикционные материалы специального назначения. // Межвуз. сб. научн. тр., Новочеркасск, НПИ, 1997, с.4-16