Модернизация технологического оборудования харвестера для повышения эффективности вывозки сортиментов
Аннотация
Представлена новая технология заготовки сортиментов с обработкой закомелистости для повышения рейсовой нагрузки лесовозных автопоездов.
Ключевые слова: технологии лесозаготовок, закомелистость, оцилиндровка сортиментов, харвестер, форвардер, эффективная вывозка.Ключевые слова:
05.21.01 - Технология и машины лесозаготовок и лесного хозяйства
В России лесозаготовки осуществляются, в основном, тремя технологиями: деревьями, хлыстами и сортиментами. И хотя нехватка специализированного оборудования мешает увеличению доли сортиментной заготовки, этот метод становится в России все более популярным. Доля сортиментной технологии в 2009 году достигла 93 % от общего объема лесозаготовок в Карелии, тогда как в целом по стране ее доля составляет приблизительно 30 % [4], [5].
Существует и ряд недостатков сортиментной технологии лесозаготовки. Анализ показывает, что существенная доля затрат при работе по этой технологии приходится на трелевку сортиментов форвардерами и их вывозку лесовозными автопоездами [2 – 4]. Повышение эффективности вывозки круглых лесоматериалов является основной задачей для лесозаготовительных предприятий.
Для снижения затрат приходящихся на транспортировку лесоматериалов с лесосеки дальнейшему потребителю предложена концептуально новая идея. Она связана с обработкой пороков формы ствола непосредственно на лесосеке, основными из которых являются кривизна, сбежистость, наросты ствола (сувели и капы) и закомелистость [3].
Кривизна – это искривление ствола дерева по длине. В зависимости от направления изгиба различают кривизну одностороннюю и разностороннюю. Односторонняя кривизна имеет искривление только в одной плоскости, разносторонняя - в разных плоскостях или в одной плоскости, но в нескольких местах. Данный порок сильно уменьшает выход пиломатериалов при распиловке бревен, при наличии данного порока понижается сортность крупных сортиментов вплоть до перевода их в разряд дровяной древесины.
Сбежистость ствола – это резкое уменьшение толщины бревна (или ширины необрезной доски) на всем его протяжении от комля до вершины; это довольно серьезный и распространенный порок древесины, так как из сбежистого бревна пиломатериал, вырабатывается со многими перерезанными волокнами, в связи с этим значительно увеличиваются отходы древесины при распиловке и лущении. Сбежистость измеряется в сантиметрах на 1 погонный метр[5].
Нарост – это местное утолщение ствола, имеющее различные формы и размеры. Наличие нароста сопровождается большой свилеватостью древесины. Большие наросты затрудняют применение круглых материалов в строительстве и осложняют их переработку. Наросты некоторых пород древесины, обладающие большой прочностью вследствие свилеватости древесины и красивым рисунком (текстурой) в разрезе (береза, орех), используют для производства декоративной фанеры и токарных изделий. В круглых материалах и необрезных пиломатериалах величина нароста определяется в сантиметрах или долях длины сортимента.
Закомелистость— резкое увеличение диаметра комлевой части лесоматериалов и ширины пилопродукции. Различают два основных вида закомелистости – это округлая и ребристая. Округлая – это закомелистость с округлой формой поперечного сечения торца сортимента. Ребристая – это закомелистость со звездчато-лопастной формой поперечного сечения торца сортимента.
Все эти пороки ствола влияют на объемный выход пиломатериалов, и для всех этих пороков существуют различные способы их обработки. Например, для сортиментов с кривизной разработаны технологии пиления и сушки получаемых пиломатериалов. Также и для сортиментов с закомелистостью разработано оборудование, встраиваемое в технологическую линию подготовки сортиментов для удаления этого порока. Все эти виды оборудования имеют большую мощность, металлоемкость, а также не могут быть использованы как стационарное оборудование и применятся на лесосеке.
При загрузке сортиментов с закомелистостью резко снижается полнодревесность пачки сортиментов загружаемой в конник автопоезда лесовоза. На сегодняшний день этот порок отторцовывается и остается на лесосеке неиспользованным.
В настоящей работе рассмотрены технология и устройство позволяющее снизить затраты на транспортных операциях за счет повышения полнодревесности погружаемых на платформы форвардеров и автопоездов сортиментовозов за счет оцилиндровки сортиментов с закомелистостью на лесосеке.
Данное устройство и технология заготовки сортиментов харвестером была предложена на основе функционально-технологического анализа. Их новизна заключается в оцилиндровке закомелистых сортиментов непосредственно на лесосеке специальным модулем, который дополнительно смонтирован на харвестерной головке с измененным протаскивающим механизмом. По данной конструкции «Рабочий орган валочно-сучкорезно-раскряжевочной машины» получено положительное решение из РОСПАТЕНТА от 05.03.12 авторами, которого являются Шегельман И. Р., Галактионов О. Н., Демчук А. В. [2].
Предложенная модернизация технологического оборудования харвестера была выбрана в результате проведенного анализа. По данным производительности многооперационных машин выявлено превышение производительности харвестера на 19%. Исходя из того, что современный харвестер оснащен мощный двигателем, который позволяет выполнять основные технологические операции, имея при этом еще запас мощности. Предлагаемое модернизированное технологическое оборудование позволит сравнять производительности харвестера и форвардера, а также использовать существующий запас мощности для оцилиндровки закомелистости на лесосеке непосредственно вблизи поваленного дерева.
Основная модернизация заключается в усовершенствовании протаскивающего механизма, при помощи которого теперь можно не только протаскивать дерево производя при этом обрезку сучьев, но и захватив закомелистый сортимент совершать одновременно осевую подачу и вращение сортимента. Помимо этого приводные неповоротные вальцы стали не приводными, а мощность их привода расходуется на фрезу для оцилиндровки закомелистости. Как показано на рисунке 1 модернизированная харвестерная головка помимо основных технологических операций включающих валку дерева, обрезку сучьев и раскряжевку на сортименты сможет выполнять оцилиндровку закомелистости на лесосеке.
Технология работы харвестера с модернизированным технологическим оборудованием практически не изменилась. При традиционной технологии заготовки сортиментов харвестер производит валку дерева, обрезку сучьев и раскряжевку на сортименты. Также он может выполнять сортировку круглых лесоматериалов по породам и по определенным группам сортиментов (пиловочник, балансы и д.р.). Форвардер выполняет погрузку сортиментов на платформу, их вывозку и выгрузку в штабель на погрузочном пункте.
Новая технология заготовки сортиментов с обработкой закомелистости включает в себя разработку пасек на лесосеке харвестером. Для этого харвестер, двигаясь по пасеке, производит валку, обрезку сучьев и раскряжевку деревьев находящихся в зоне вылета манипулятора. При раскряжевке первого сортимента производится сортировка, при которой первый закомелистый сортимент укладываются в непосредственной близости от машины путем поворота ротатора либо перемещением манипулятора, а другие круглые лесоматериалы укладываются в отдельный штабель. После обработки всех деревьев в зоне вылета манипулятора харвестер начинает обработку отсортированных закомелистых сортиментов. Для этого производится захват закомелистого сортимента, расположенного вблизи машины, его протаскивание при, котором измерительным оборудованием харвестерной головки определяется превышение нормального сбега, затем начинается процесс оцилиндровки закомелистости [2].
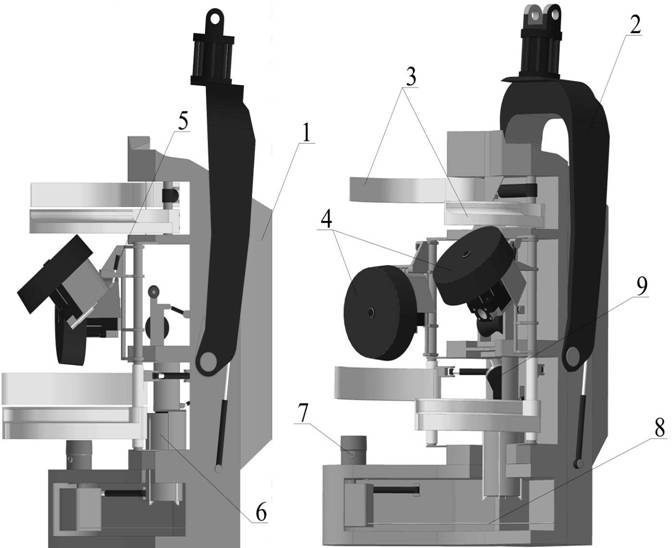
Рисунок 1 – Принципиальная схема харвестерной головки с устройством для оцилиндровки сортиментов: 1 – корпус головки; 2 – серьга с ротатором;
3 – сучкорезные ножи; 4 – поворотные протаскивающие вальцы;
5 – гидроцилиндр поворота протаскивающих вальцов; 6 – фреза оцилиндровки закомелистости; 7 – гидромотор привода пилы; 8 – пила; 9 – гидромотор привода фрезы.
После остановки протаскивания сортимента измерительное оборудование определяет диаметр сортимента в зоне сучкорезных ножей. По этому диаметру бортовым компьютером харвестера рассчитывается угол наклона протаскивающих вальцов для создания осевого и вращательного движения сортимента. Затем оператор машины начинает обработку закомелистости, производя визуальный контроль обработки сортимента. Сигнал с бортового компьютера подается на гидроцилиндры изменяющие угол протаскивающих вальцов. Вальцы изменяют угол наклона с помощью гидроцилиндров их поворота. Фреза для обработки закомелистости расположенная в корпусе харвестерной головки приводится в рабочее положение и с помощью гидромотора ее привода выполняет обработку закомелистой древесины. Гидромоторы привода протаскивающих вальцов задают скорость обработки закомелистого сортимента, исходя из скорости вращения и длины фрезы. Оцилиндровка закомелистости выполняется по винтовой траектории с небольшим перекрытием для равномерной оцилиндровки сортимента.
После оцилиндровки сортименты укладываются в штабель вблизи технологического коридора вместе с другими круглыми лесоматериалами, и харвестер выполняет переезд, к следующей точке стояния. Далее харвестер разрабатывает пасеки переходя от одной к другой. После харвестера на разработанную пасеку заходит форвардер, который производит погрузку и вывозку сортиментов на погрузочную площадку. Форвардер производя погрузку сортиментов с обработанной закомелистостью вывозит больший объем сортиментов. На рисунках 4 и 5 показаны конники автопоездов по контуру заполненных сортиментами с необработанной и оцилиндрованой закомелистостью. При трелевке и вывозке сортиментов с обработанной закомелистостью увеличивается производительность транспортных средств за счет повышения загрузки мобильных платформ. Повышение вместимости грузовых платформ форвардера и сортиментавоза примерно составляет от 5 до 20%.
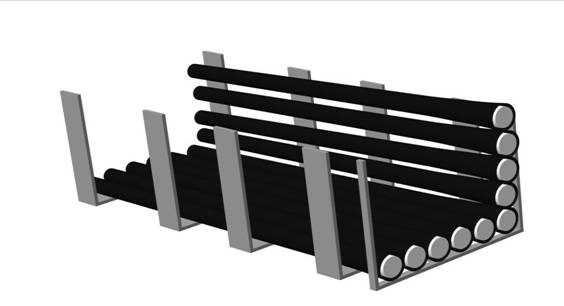
Рисунок 2 – Модель заполнения сортиментовоза закомелистыми сортиментами без обработки
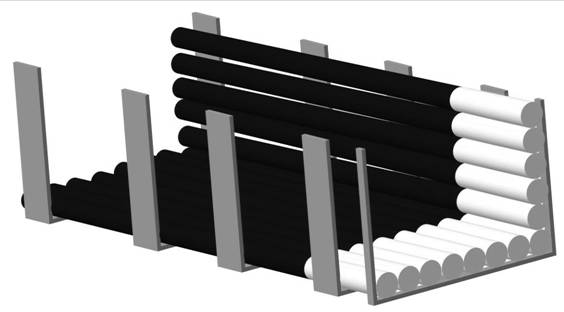
Рисунок 3 – Модель заполнения сортиментовоза закомелистыми сортиментами с оцилиндрованым комлем
Обработка закомелистости также может проводиться на стационарных установках, которые встраиваются в технологические линии подготовки сырья к распиловке. Они позволяют снижать нагрузки на окорочное и лесопильное оборудование, а также дают возможность использовать сырье большего диаметра. Все эти положительные аспекты применения стационарного оборудования возможно получить при использовании модернизированной харвестерной головки. В дополнении к этому модернизированная харвестерная головка позволит решить еще две ключевые задачи для лесозаготовок. Во-первых это повышение транспортной эффективности перевозок, а во-вторых повысит выход высококачественного пиловочника в следствии снижения количества откомлевок.
При всех положительных характеристиках стационарных установок, которые широко применяются за рубежом на линиях подготовки сырья. Они имеют высокую стоимость от 5 мил. руб. в сравнении с ними модернизированная харвестерная головка будет стоить всего на 20 % дороже чем базовый вариант. В следствии большой металоемкости стационарное оборудование не может быть использовано на лесосеке и поэтому не дает положительного эффекта при транспортировке круглых лесоматериалов.
Применение на лесосеке харвестера оснащенного дополнительным режущим органом снизит энергозатраты при дальнейшей обработке сортиментов с закомелистостью, а также помимо выполнения основных технологических операций производит перенести операцию по оцилиндровке закомелистости на лесосеку, что в дальнейшем повышает вместимость сортиментовозов и снижает себестоимость лесозаготовки путем снижения транспортных затрат.
Список литературы:
1.Вывозка леса автопоездами / И. Р. Шегельман, Скрыпник В. И., Кузнецов А. В., Пладов А. В. СПб: ПРОФИКC, 2008. – 304 с.
2.Шегельман И. Р. К вопросу повышения полнодревесности сортиментов при их трелевке и вывозке / И. Р. Шегельман, А. В. Демчук // Наука и бизнес: пути развития. – 2012. – № 2(08). – С. 71-73.
3.Шегельман И. Р. Лесная промышленность и лесное хозяйство: Словарь / авт.-сост. И. Р. Шегельман. 5-е изд., перереб. и доп. Петрозаводск, Изд-во ПетрГУ, 2011. – 328 с.
4.Шегельман И. Р. Машины и технология заготовки сортиментов на лесосеке / И. Р. Шегельман, В. И. Скрыпник, О. Н. Галактионов. – Петрозаводск: Изд-во ПетрГУ, 2011. – 108 с.
5.Шегельман И. Р. Техническое оснащение современных лесозаготовок / И. Р. Шегельман, В. И. Скрыпник, О. Н. Галактионов. – СПб.: Профикс, 2005. – 344с.
6.Шегельман И. Р. Эффективная организация автомобильного транспорта леса: / И. Р. Шегельман, В. И. Скрыпник, А. В. Кузнецов. Петрозаводск, Изд-во ПетрГУ, 2007. 288 c.