Технология упрочнения и балансировки абразивных кругов
Аннотация
Дата поступления статьи: 15.05.2014Представлены результаты разработки новой высокопроизводительной технологии упрочнения и балансировки абразивных кругов за счет нанесения детонационных керамических покрытий. Приведена методика расчета рациональной толщины керамического покрытия, создающего в объеме круга благоприятные остаточные сжимающие напряжения. Показан способ балансировки абразивных кругов за счет неравномерной толщины покрытия, наносимого на их боковые поверхности.
Ключевые слова: Абразивный круг, упрочнение абразивного круга, детонационное покрытие, балансировка, внутренние напряжения.
Качество выпускаемой продукции машиностроительного производства в значительной степени формируется на окончательных операциях технологического процесса механической обработки. Наиболее распространенным методом финишной обработки является шлифование, обеспечивающий высокую чистоту твердых обрабатываемых поверхностей. В целях повышения производительности обработки и увеличения чистоты обрабатываемой поверхности абразивным инструментом, увеличивают частоту вращения кругов. Однако возрастает опасность разрушения (разрыва) круга в процессе эксплуатации при превышении скорости вращения кругов определенной величины, обусловленной прочностью связки. Проблеме упрочнения абразивного инструмента посвящено ряд работ [1 - 5]. В настоящее время эта проблема решается двумя методами - регламентированием скорости вращения круга требованиями технической документации, а также упрочнением абразивных кругов армирующими элементами, вводимыми в структуру круга. Подобные решения позволяют улучшить характеристики круга, но не гарантируют их разрушения при эксплуатации.
В лаборатории наноструктурированных покрытий СамГТУ разработана высокоэффективная технология упрочнения абразивных кругов на керамической связке, работающих на повышенных скоростях вращения. Технология заключается в создании сжимающих остаточных напряжений в готовом абразивном круге, путем напыления корундового покрытия на боковые стороны круга с одновременным их упрочнением. Способ позволяет управлять конструктивной прочностью абразивного инструмента не внося существенных изменений в традиционный технологический процесс и не увеличивая значительно себестоимость изготовления кругов.
Известно, что при вращении абразивных кругов в них возникают радиальные ![]() и окружные
и окружные ![]() напряжения [6], которые можно рассчитать по формулам (1) и (2) соответственно.
напряжения [6], которые можно рассчитать по формулам (1) и (2) соответственно.
 , МПа; (1)
, МПа; (1)
 , МПа. (2)
, МПа. (2)
где ![]() - плотность материала круга, кг/м3;
- плотность материала круга, кг/м3; ![]() - угловая скорость круга, с-1;
- угловая скорость круга, с-1; ![]() - ускорение свободного падения, м/с2;
- ускорение свободного падения, м/с2; ![]() - коэффициент Пуассона;
- коэффициент Пуассона; ![]() - наружный радиус шлифовального круга, мм;
- наружный радиус шлифовального круга, мм; ![]() - внутренний радиус шлифовального круга, мм;
- внутренний радиус шлифовального круга, мм; ![]() - текущий радиус шлифовального круга, мм. Совокупность радиальных, окружных и остаточных растягивающих напряжений которые могут сформироваться при изготовления абразивных кругов приводят к опасности разрушения абразивных кругов в процессе их эксплуатации.
- текущий радиус шлифовального круга, мм. Совокупность радиальных, окружных и остаточных растягивающих напряжений которые могут сформироваться при изготовления абразивных кругов приводят к опасности разрушения абразивных кругов в процессе их эксплуатации.
При детонационном напылении керамических покрытий в поверхностном слое абразивного инструмента (основы) создаются сжимающие остаточные напряжения, возникающие в результате кристаллизации и остывания (а также термического сжатия) слоя покрытия, формируемого потоком расплавленных частиц. В самом покрытии при этом создаются растягивающие напряжения, которые можно рассчитать по формуле Кингери [7]
 , МПа
, МПа
где ![]() - модуль упругости материала покрытия, МПа;
- модуль упругости материала покрытия, МПа; ![]() - термический коэффициент линейного расширения, К-1;
- термический коэффициент линейного расширения, К-1; ![]() - разница между начальной (температурой плавления) и конечной температурой покрытия, К.
- разница между начальной (температурой плавления) и конечной температурой покрытия, К.
С учетом разницы толщин покрытия ![]() (мм) и ширины круга основы
(мм) и ширины круга основы ![]() (мм), в материале круга основы образуются напряжения сжатия, равные
(мм), в материале круга основы образуются напряжения сжатия, равные
 , МПа
, МПа
Таким образом, используя в качестве основы абразивный круг, нанесение на его боковые поверхности детонационного покрытия позволит скомпенсировать растягивающие окружные и радиальные напряжения при условии, что толщина покрытия удовлетворяет условию
 , МПа (3)
, МПа (3)
где ![]() - толщина покрытия, наносимого на каждую боковую поверхность абразивного круга, мм
- толщина покрытия, наносимого на каждую боковую поверхность абразивного круга, мм
При этом будет обеспечена гарантированная конструктивная прочность абразивного круга. Кроме того, детонационное покрытие обеспечит упрочнение боковых поверхностей круга при шлифовании.
Технология детонационного упрочнения абразивного инструмента заключается в следующем: абразивный круг, после формования и термической обработки, размещают в манипуляторе детонационной установки; задают манипулятору перемещения по программе, обеспечивающей нанесение детонационного покрытия на боковую поверхность абразивного круга, с толщиной слоя отвечающей условию (3); переворачивают абразивный круг в манипуляторе, обеспечивая нанесение детонационного покрытия на другую боковую поверхность абразивного круга, с толщиной слоя, отвечающей условию (3).
К примеру, для упрочнения абразивного круга марки 25АF46L6V35, имеющего следующие характеристики: наружный диаметр круга 150 мм; внутренний диаметр - 32 мм; толщина - 20 мм; частота вращения круга 4500 мин-1, окружные и радиальные эксплуатационные напряжения в котором распределены согласно (рис. 1), расчет требуемой толщины покрытия (корунда) на боковых поверхностях абразивного круга показал, что максимальная толщина покрытия равна 11,8 мкм (рис. 2).
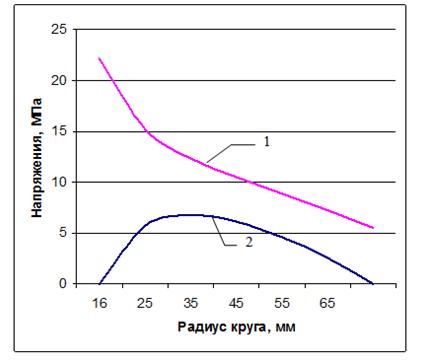
Р и с. 1. Изменение напряжений в зависимости от размера абразивного круга: 1 – окружные напряжения; 2 – радиальные напряжения.
Р и с. 2. Изменение расчетной толщины покрытия в зависимости от радиуса абразивного круга
Учитывая, что толщина детонационного покрытия, наносимого за один выстрел, составляет около 13 мкм, то для создания гарантированных окружных и радиальных сжимающих напряжений при эксплуатации круга достаточно нанести однослойное керамическое детонационное покрытие на боковые поверхности круга.
Детонационные технологии помимо упрочнения абразивных кругов возможно использовать для их балансировки. Вопросам балансировки большое внимание уделяется не только у нас в стране но и за рубежом [8 - 10].
Высокая (сверхзвуковая) скорость напыляемых частиц (600…1000 м/с) и возможность высокоточного позиционирования деталей во время нанесения покрытия, позволяет осуществить балансировку вращающихся абразивных инструментов с использованием в качестве балансирующего груза порций (навесок) порошкового материала, разогреваемого и разгоняемого энергией взрыва.
Для решения задачи балансировки созданием корректирующей массы путем детонационного напыления балансирующего материала, необходимо обеспечить условия совмещения пятен напыления с точкой балансировки. Такой подход требует расчета упреждения момента формирования выстрела по времени с учетом множества факторов, определяющих взаимное перемещение потока частиц и точки балансировки. При этом возможно несколько вариантов.
Первый заключается в том, что балансируемый круг вращают на рабочих частотах и определяют положение точки балансировки (полярных координат) и значение корректирующей массы. Далее ротор останавливают, позиционируя точку балансировки, совмещая ее с осью ствола. Затем совершают выстрелы, добиваясь равенства массы напыленного груза и рассчитанной корректирующей массы:
![]() , (4)
, (4)
где ![]() – корректирующая масса,
– корректирующая масса, ![]() – количество выстрелов,
– количество выстрелов, ![]() – масса порошка, поступающего в дозатор,
– масса порошка, поступающего в дозатор,![]() – коэффициент использования порошка.
– коэффициент использования порошка.
Из (4) можно определить необходимое количество выстрелов для достижения корректирующей массы:

Далее процесс балансировки повторяют итеративно начиная с вращения балансируемого круга на рабочих частотах и определения дисбаланса.
Такая система наиболее проста, но не является оптимальной по времени и точности, т.к. для расчета корректирующей массы требуется разгонять абразивный круг, а для внесения коррекции массы балансируемый круг требуется останавливать. Расчет требуемого количества выстрелов на следующем шаге алгоритма осуществляется после очередной серии выстрелов. Приемлемая скорость балансировки при этом может быть достигнута для кругов с малым моментом инерции, которые можно очень быстро разгонять, тормозить и точно позиционировать современными системами сервопривода.
Принципиально другой подход подразумевает балансировку круга в процессе вращения на рабочих частотах, на которых обеспечивается требуемая точность синхронизации. При этом акт определения последующего дисбаланса следует после каждого выстрела (внесения коррекции массы). Такой подход требует расчета упреждения момента формирования выстрела по времени с учетом множества факторов, определяющих взаимное перемещение потока частиц и точки балансировки.
Расстояние, которое пройдет точка балансировки за время цикла выстрела ![]() , где
, где ![]() – линейная скорость перемещения точки на цилиндрической поверхности роторной системы;
– линейная скорость перемещения точки на цилиндрической поверхности роторной системы; ![]() – длительность цикла одного выстрела и перемещения порошка; при угловых отсчетах угол упреждения задается формулой
– длительность цикла одного выстрела и перемещения порошка; при угловых отсчетах угол упреждения задается формулой ![]() , где
, где ![]() - длина окружности ротора в сечении нормальном к оси ротора, проведенной в точке балансировки
- длина окружности ротора в сечении нормальном к оси ротора, проведенной в точке балансировки ![]() ;
;![]() - диаметр окружности;
- диаметр окружности; ![]() - частота вращения ротора.
- частота вращения ротора.
При отсчетах времени, упреждение, отсчитываемое от момента обнаружения точки балансировки и определяющее момент выстрела, задается формулой ![]() .
.
В процессе балансировки абразивный инструмент закрепляют на шпинделе, приводимом в движение от привода вращения. Затем роторную систему приводят во вращение до рабочих скоростей. Далее измерительная система определяет корректирующую массу и положение точки балансировки, затем на основе датчика угла поворота, скорости вращения роторной системы и времени метания частиц детонационной установкой рассчитывается время задержки выстрела. По истечению данного времени управляющая ЭВМ подает команду на осуществление выстрела в систему управления детонационной установки. Далее осуществляется заполнение ствола газовой детонирующей смесью, дозирование порошка в ствол в требуемом количестве и формируется сигнал инициирования детонации. Продуктами детонации частицы порошка нагреваются и метаются в сторону поверхности балансируемой детали. Достигая поверхности детали, частицы порошка образуют пятно напыления, формирующее корректирующую массу в точке балансировки. Далее повторяется оценка дисбаланса и при необходимости процесс напыления повторяется до достижения корректирующей массы, обеспечивающей балансировку роторной системы с требуемой точностью.
Схема процесса балансировки абразивного круга приведена на рис. 3. Круг приводится во вращение двигателем 4, частота вращения которого определяется системой управления 5, получающим управляющие команды от системы управления балансировкой. Биения, возникающие при вращении круга регистрируются датчиками 1, 2, 3. Информация с датчиков биения и вибрации поступает на вход системы управления, в которой вычисляется направление и величина центробежных сил и далее точка балансировки. Угловое положение шлифовального круга контролируется энекодером, встроенным в двигатель. Далее определяется момент совпадения точки балансировки и пятна напыления и с рассчитанным упреждением подается команда инициирования детонации и ввода определенной дозы порошка в ствол детонационной установки.
Рис. 3. Схема экспериментального комплекса высокоскоростной фотосъемки и контроля пространственных параметров детонационного потока при напылении частиц на базе детонацинно - газовой установки «Обь».
Литература:
- Санамян Г. И. Имитационное моделирование операций упрочнения поверхностным пластическим деформированием [Электронный ресурс] /Санамян Г. И. // Инженерный вестник Дона, 2008, №2. – Режим доступа: http://http://www.ivdon.ru/magazine/archive/n2y2008/69 (доступ свободный) – Загл. с экрана. – Яз. рус.)
- В.Н. Воронин, В.В. Борисов, А.Н. Журавлев, И.Д. Ибатуллин, И.В. Нечаев. Исследование детонационного упрочнения шлифовальных кругов [Текст] /Известия Самарского научного центра Российской академии наук. - 2013, Том.15. №4(2). - С.327-329.
- Способ упрочнения абразивных кругов [Текст] : пат. 2497652 Рос Федерация : МПК B 24 D 18/00, B 24 D 3/00, B 24 D 5/14, С 23 С 4/12 / Ненашев М. В. , Калашников В. В. , Деморецкий Д. А. , Ибатуллин И. Д. , Нечаев И. В. , Журавлев А. Н. , Мурзин А. Ю. , Ганигин С. Ю. , Гришин Р. Г. , Дьяконов А. С. , Воронин В. Н. , Рахимова А. В. ; заявитель и патентообладатель Самарский государственный технический университет. - № 201211513/02; заявл. 16.04.2012 ; опубл. 10.11.2013, Бюл. № 31.
- Способ изготовления шлифовальных кругов повышенной прочности на бакелитовой связке [Текст] : пат. 2349446 Рос Федерация : МПК B 24 D 18/00 / Коротков В. А. , заявитель и патентообладатель Коротков В. А. - № 2007129252/02 ; заявл. 30.07.2007 ; опубл. 20.03.2009, Бюл №8.
- Способ упрочнения абразивных кругов [Текст] : пат. 2113341. Рос Федерация: МПК 6 B 24 D 5/00 / Кравченко Б. А. , Носов Н. В. , Самарин Ю. П.; заявитель и патентообладатель Самарский государственный технический университет. - № 95117184/02 ; заявл. 10.10.1995 ; опубл. 20.06.1998, Бюл №17.
- Феодосьев В.И. Сопротивление материалов: учебник для втузов - 9-е изд., перераб [Текст].- М.: Наука, 1986г. - 512 с.
- Кингери У.Д. Введение в керамику [Текст].- М.: Стройиздат, 1969. - 456 с.
- Полушкин О.О. Выделение информативной гармоники при балансировке ротора [Электронный ресурс] /Полушкин О.О. // Инженерный вестник Дона, 2012, №2. - Режим доступа: http://www.ivdon.ru/magazine/archive/n2y2012/839 (доступ свободный) - Загл. с экрана. - Яз. рус.)
- Patent № US 7.231.822 B2. Machine and method for balancing a member during rotation. / Gary I., Christopher E. Emr., Russel H. Marvin. Date of patent. Jun. 19. 2007.
- Patent № US 5.197.010. Apparatus for continuously actively balancing rotors. / Anders O. Anderson. Date of patent. Mar. 23. 1993.